一、吹塑技术概论
1.注塑拉伸吹塑
目前,注塑拉伸吹塑技术应用比注吹更为广泛,这种吹塑方法实际也是注射吹塑,只不过增加了轴向拉伸,便吹塑更加容易及能耗降低。注拉吹可以加工制品的体积比注吹要大一些,吹制的容器体积在0.2~20L,其工作过程如下:
①先注塑型坯,原理同普通注塑;
②再将型坯转至加热调温工序,使型坯变软;
③转至拉—吹工位,合模。型芯内推杆沿轴向拉伸型坯,同时吹气使型坯贴紧模壁并冷却;
④转至脱模工位取件。
吹塑成型工艺及模具设计要领
注—拉—吹过程:
注塑型坯→加热型坯→合模拉伸并吹起→冷却并取件
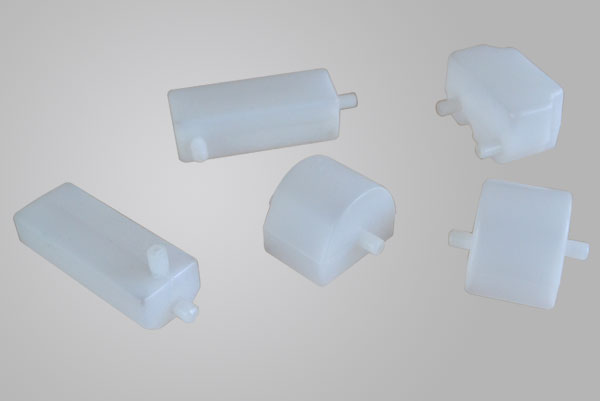
2.挤出吹塑
挤出吹塑是吹塑成型中应用最多的一种吹塑料方法,其可以加工的范围很广,从小型制品到大型容器及汽车配件,航天化工制品等,加工过程如下:
①先将胶料熔融,混炼,熔体进入机头成为管况型坯;
②型坯达到预定长度后,吹塑模具闭合,将型坯夹在两半模具之间;
③吹气,将空气吹入型坯内,将型坯吹胀,便之贴紧模具型腔成型;
④冷却制品;
⑤开模,取走已冷硬的制品。
挤出吹塑加工过程:
熔料→挤出型坯→合模吹塑→开模取件
3.注射吹塑
注塑吹塑是综合了注射成型与吹塑特性的成型方法,目前主要应用于吹制精度要求较高的饮料瓶及药瓶及一些小型的结构零件等。
①在注塑工位,先注塑出型胚,加工方法同普通注塑。
②注塑模开模后,芯棒连同型坯移动到吹塑工位。
③芯棒把型坯置于吹塑模之间,合模。接着,压缩空气通过芯棒中间吹入型坯内,吹胀使之贴紧模壁,并使之冷却。
④开模,芯棒转至脱模工位,将吹塑件取出之后,芯棒再转入注射工位循环。
1)注吹机的工作过程:
吹塑型坯→注塑模开模转至吹膜工位→合模吹塑及冷却→旋转至脱模工位取件→型坯